

レーザー加工技術
- CCFL(冷陰極蛍光管)電極のレーザー溶接加工
 |
|
| 現在液晶用バックライト光源のCCFLの需要が急増しており、CCFLの電極用材料としてMo、W、Nb、Ni、Kov等が多様に用いられています。特にカッ プとインナーリードがMo/WまたはMo/Moの組合せの場合は、レーザー溶接では簡単ではないと言われていますが種々の実験によるノウハウ蓄積の結果、CCFLの電極部の高品位な溶接が可能になりました。 |
| 近年テレビ売り場の9割以上をしめるまでになった液晶テレビ。また同様にパソコンもノート型の需要高まっており、その中で使用されているCCFL (Cold Cathode Fluorescent Lamp)と呼ばれるバックライトがあるが、省スペースと高効率化のためにこのCCFLバックライトは非常に径の細い部品となってきている。そのためこれらのバックライトの電極の溶接にはレーザー溶接が大いに力を発揮している。今回はこの溶接に注目する。 |
| はじめに 今回は東京ハイマックス(本社:東京都)が開発したYAGレーザーSUPER LASERを使用したレーザー加工について報告する。 SUPER LASERとは、一般のYAGレーザーとは違い高い性能があり、加工性能に特別な自信がある次世代YAGレーザー装置のことで、コンパクトで高性能、低価格を実現している。レーザーそのものの詳細はここでは紹介できないがSUPER LASERを使用したCCFLの加工例を紹介するのでその実力を確認していただきたい。 |
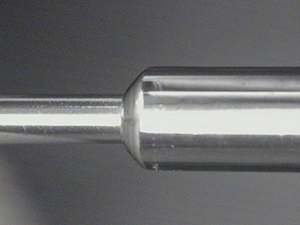
| CCFL 液晶テレビやノートPCでは、バックライトと言う蛍光灯で画面を照らして明るくしている。このバックライトに使用されているのが冷陰極蛍光ランプ CCFL(Cold Cathode Fluorescent Lamp)[ 図1 ]だ。CCFLは蛍光灯を細くしたような発光管で、蛍光灯と同様、放電による蛍光発光だが、フィラメントを用いない。CCFL管の直径は数ミリメートルと細く、長さは短いモノで100mm程度、長いものでは1mを超える。高周波点灯でちらつきが少なく、管そのものが細いため薄さを売りとする液晶パネルのバックライトに適している。 |
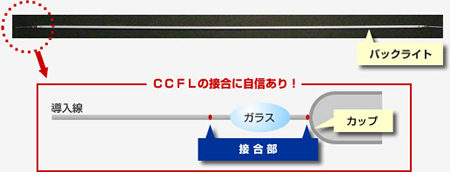
[図1] CCFLの接合部分 |
| レーザーによるCCFLの加工 上記に説明したとおり現在液晶用バックライト光源としてCCFLの需要が急増している。CCFLの電極用材料としては、モリブデン、タングステン、ニオブ、ニッケル、コバール等が多様に用いられている。 |
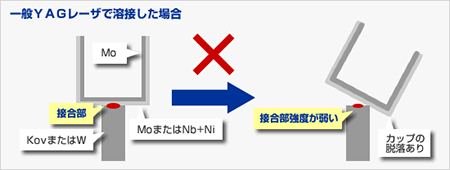 [図2] 一般的なレーザーによる溶接 |
特にカッ プ/インナーリードがモリブデン(Mo)/タングステン(W)またはモリブデン(Mo)/モリブデン(Mo)の組合せの場合は、レーザー溶接では簡単ではないと言われている。それは、モリブデン(Mo)/タングステン(W)またはモリブデン(Mo)/モリブデン(Mo) のレーザー溶接加工の場合、加工そのものは出来るが、溶接部の強度が不足して生産が安定しない問題があったが今回この問題を解決した。 |
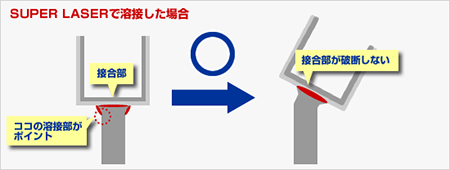
[図3] SUPER LASERによる溶接 |
Moは酸化しやすい金属であり、溶接の際に加えられる熱で酸化してしまうため強度が保てないことが多い。 そのため通常のレーザーで加工すると接合部の強度が安定しない。強度テストを行うと接合部での破断が起こってしまう。 [ 図2 ]しかしSUPER LASERを使用すると接合部の強度が安定し強度テストにおいても接合部からの破断が起こらない。 [ 図3 ] |
| 下の写真は溶接後、曲げによる溶接部の強度テストを行った際の写真である。写真左の一般のレーザーで溶接したサンプル[ 図4 ]は溶接が弱く接合部で破断してしまったが、写真右のSUPER
LASERで溶接したサンプル[ 図5 ]は溶接が強固で接合部では破断せずに金属棒が曲がっただけだった。 |

[図4] 一般的なレーザーによる溶接サンプルの曲げテスト結果 |

[図5] SUPER LASERによる溶接サンプルの曲げテスト結果 |
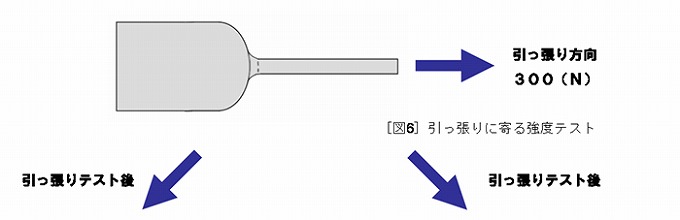
| 下の図は金属棒を溶接部と垂直方向に引っ張った際の引っ張りによる強度テストの図解[ 図6 ]です。都合により写真でお見せできないため図解になっているが実際の結果も図解と全く同様の結果になっている。一般のレーザーによる溶接加工を行ったサンプル[ 図7 ]は溶接部から破断してしまうが、SUPER LASERによる溶接加工を行ったサンプル[ 図8 ]は溶接部で破断せずに強度的に弱いカップの部分で破断した。 。 |
 |
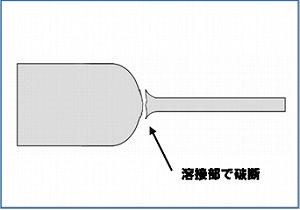
[図7] 一般的なレーザーによる溶接サンプルの引っ張りテスト結果 |
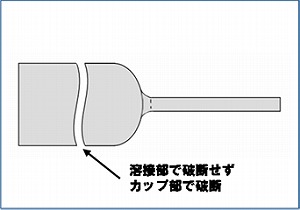
[図8] SUPER LASERによる溶接サンプルの引っ張りテスト結果 |

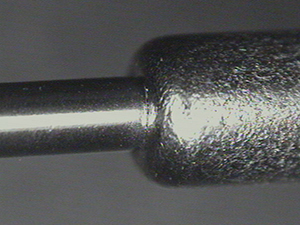
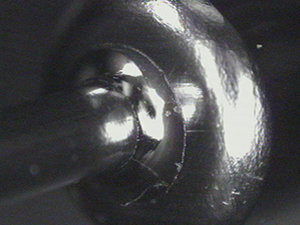
[図9] 引っ張りテスト後の溶接部を内部から見た写真 |
左の写真[図9]はSUPER LASERで溶接後、引っ張り試験を行ったサンプルのカップ内部から撮影した写真だが、カップ部が破断したにもかかわらず溶接部には何の変化も見られない。 SUPER LASERでの溶接は金属同士が完全に溶融接合されており強度的な心配が全くない仕上がりとなっている。 以上のように曲げによる強度テストにおいても引っ張りによる強度テストにおいてもSUPER LASERでの溶接は高品位な加工と言える。 |
| また、SUPER LASERでの溶接は強度だけでなく仕上がりにおいても一般のレーザーに比べアドバンテージを持っている。液晶のバックライトで使用されているので普段は目に触れることのない製品だが、それでも製品の仕上がりは重要なポイントであり、できるだけ良い仕上がりが求められる。 |
| 下の写真は一般のレーザーで溶接したサンプルの外観写真[ 図10 ]とSUPER LASERで溶接したサンプルの外観写真[ 図11 ]だ。一般のレーザーで溶接したサンプルの外観は継ぎ目がハッキリと確認できるがSUPER LASERで溶接したサンプルの外観はなめらかな仕上がりになっており非常にきれいに見える。 |
[図10] 一般的なレーザーによる溶接サンプルの外観 |
[図11] SUPER LASERによる溶接サンプルの外観 |
| さらに溶接局部を拡大してみてみると一般的なレーザーで溶接したサンプル[ 図12 ]は溶接が不完全で溶接部に隙間が見えているが、SUPER LASERで溶接したサンプル[ 図13 ]は溶接部全体が溶解後固化した様子が分かるようになめらかな仕上がりとなっている。 |

[図12] 一般的なレーザーによる溶接サンプルの溶接部拡大写真 |
[図13] SUPER LASERによる溶接サンプルの溶接部拡大写真 |
| まとめ 以上が今回SUPER LASERを用いてCCFL部品溶接を行った結果だ。装置の詳細や溶接技術の詳細をここでは紹介することが出来なかったが、CCFL部品の溶接をレーザー加工することは強度の点においても仕上がりの点においても全く問題のないことであることは理解していただけたのではないかと思う。 これらの溶接技術に興味のある方は問い合わせしていただければと思う。 |
|
この回で紹介した論文はこちらからダウンロードできます。 CCFL Laser Welding.pdf |